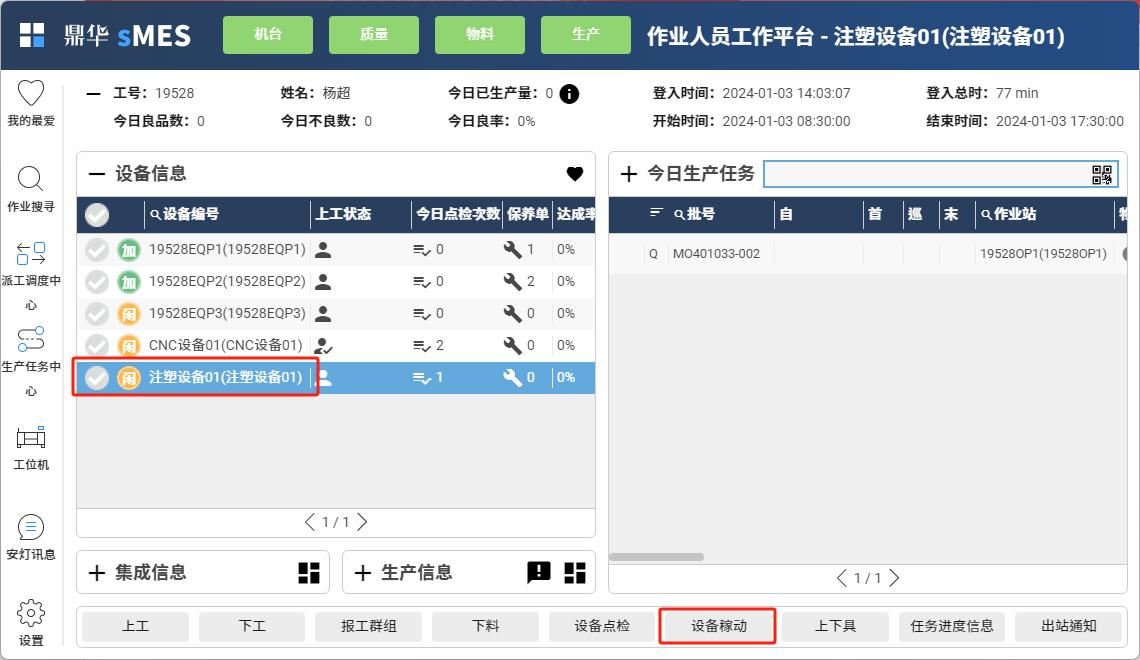
设备稼动是 MES 系统中对设备状态进行管理的核心功能。设备发生状态转换(设置→加工中→故障→维修→保养→暂停→关机等)时,通过选择设备进行设备稼动操作,切换目标状态并记录原因,实现设备全生命周期状态追溯与闭环管理。
设备稼动操作入口包括:作业人员工作平台、生产管理工作平台、生产线管控平台。设备共有八个稼动状态:设置、加工中、故障、维修、保养、暂停、设置、关机。
本手册覆盖设备稼动状态变更操作(含完整闭环流程)及设备保养作业的系统操作步骤。
参考文档:PL102 设备稼动管理操作简报
设备稼动是 MES 系统中对设备状态进行管理的核心功能。设备发生状态转换(设置→加工中→故障→维修→保养→暂停→关机等)时,通过选择设备进行设备稼动操作,切换目标状态并记录原因,实现设备全生命周期状态追溯与闭环管理。
设备稼动操作入口包括:作业人员工作平台、生产管理工作平台、生产线管控平台。设备共有八个稼动状态:设置、加工中、故障、维修、保养、暂停、设置、关机。
本手册覆盖设备稼动状态变更操作(含完整闭环流程)及设备保养作业的系统操作步骤。
参考文档:PL102 设备稼动管理操作简报